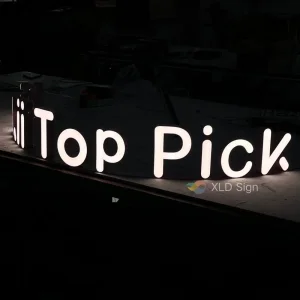
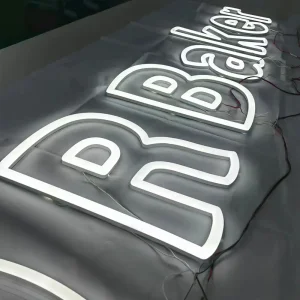
Explore our flagship custom engineered LED letter configurations. Engineered for high performance, thermal efficiency, and maximum visibility.
With over 25 years of specialized engineering experience, we operate a state-of-the-art manufacturing facility covering more than 3,000 square meters. We stand at the intersection of architectural aesthetics and cutting-edge lighting technologies, serving as a reliable primary supplier of high-quality illuminated business signs, custom light boxes, and premium acrylic faux neon signage for global commercial entities.
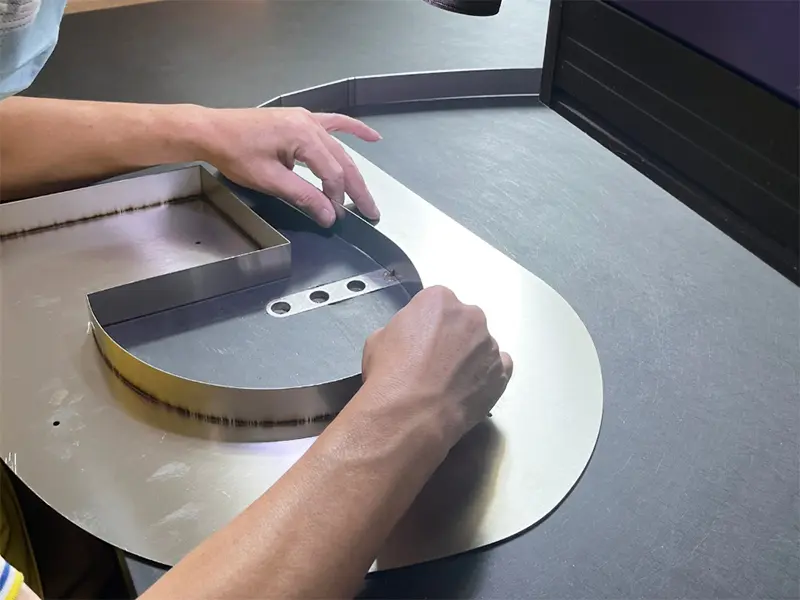
Our production floor features modern CNC machining, automated laser cutting, precision metal bending, and sterile dust-free painting bays. By maintaining an end-to-end design, manufacturing, and quality control pipeline, we offer unprecedented personalization flexibility while maintaining structural compliance with world-class engineering codes.

Our signage solutions conform strictly to international architectural, electrical, and materials environmental standards.

An in-depth analysis of architectural integration, luminous engineering, structural endurance, and market dynamics shaping the B2B signage landscape.
The commercial signage sector has graduated from passive storefront lettering to dynamic architectural media elements. Modern retail centers, multi-use skyscrapers, and corporate headquarters demand signage that integrates seamlessly into exterior building skins, rain-screen panels, and structural glazing. We observe a structural paradigm shift towards 3D volumetric geometries, minimalist clean trimlines, and hybrid illumination patterns (simultaneous front-and-back lit setups).
Additionally, material selection has evolved beyond standard aluminum. B2B projects now specify marine-grade 316 stainless steel, high-diffusion polymethyl methacrylate (PMMA) acrylics, and ultra-high-molecular-weight polyethylene (UHMWPE) backing substrates. These materials withstand elevated UV exposure, rapid atmospheric temperature oscillations, and aggressive marine environments without developing stress-corrosion cracking or structural clouding.
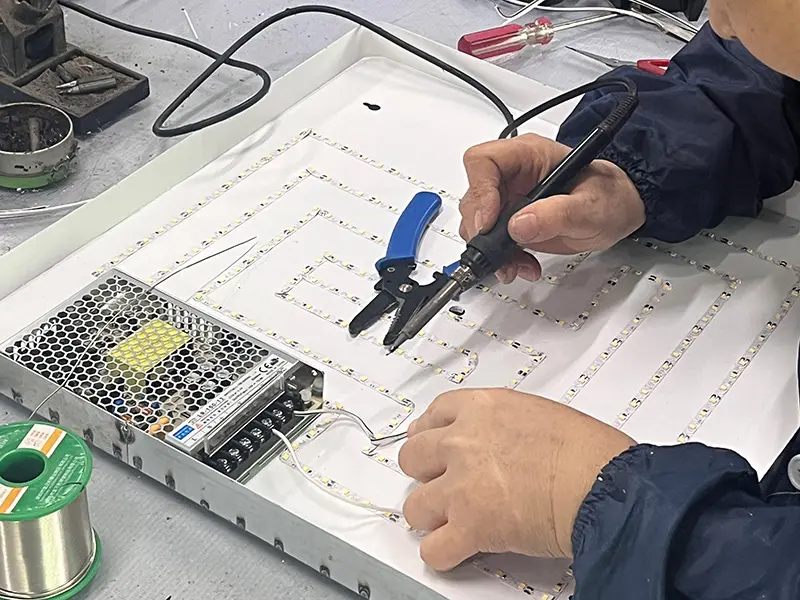
Legacy neon and fluorescent signs suffered from non-uniform light distributions, high heat generation, and short operational lifespans. Today’s commercial LED letter configurations use solid-state, high-lumen Epistar or San'an SMD LED chips coupled with secondary optical lenses. This arrangement yields uniform luminous flux, eliminating dark spots, hot spots, or uneven light falloff across complex typographic curves.
Optimal thermal management is vital for maintaining luminance over the industry-standard 50,000-hour LED lifecycle. Our engineering incorporates thick copper PCB boards, high-thermal-conductivity metal-clad PCBs, and direct-to-chassis heat dissipation pathways. By utilizing dedicated, IP67-rated constant-voltage power supplies (e.g., MeanWell units), we prevent LED thermal degradation and current-surge failures.
Cutting middleman overheads. Advanced CNC machining and custom paint facilities deliver faster lead times and strict control over structural tolerances.
Every sign undergoes an intensive 48-hour continuous burn-in and illumination consistency test alongside IP-rated water-intrusion checks.
Experienced draftsmen convert your architectural vector files into production-ready blueprints that comply with local structural requirements.
We work with unique specifications, specialized finishes (brushed gold, mirrored steel, powder-coated hues), and complex font profiles.
A closer look at our specialized fabrication steps, high-precision equipment, and expert craft teams handling your commercial sign project.







B2B buyers, procurement executives, and architectural designers need to evaluate the total lifecycle cost, structural durability, and local regulatory requirements when importing custom commercial signages. Below, we examine the primary engineering configurations and material selections that govern our product lines.
Choosing the correct substrate dictates whether a sign will maintain its optical and structural properties over a ten-year span.
Deploying non-certified lighting equipment can result in severe municipal code violations, insurance invalidation, or fire hazards. Our factory mitigates these risks by certifying that every electrical element complies with the regional standards of destination markets:
External signage acts as a wind sail. Large channel letters and monument signs must withstand regional wind speeds (e.g., hurricane-force winds in coastal zones). Our engineers calculate structural wind loads according to ASCE 7 parameters, designing internal steel frames, backplate reinforcement patterns, and anchor bolts (such as chemical drop-in anchors) to match local safety regulations.
We invest heavily in R&D to incorporate advanced materials and smart automation into our manufacturing workflows.
Developing built-in sensors that adjust luminance based on local ambient light. This reduces off-peak energy usage by up to 40% and extends LED life.
Advancing liquid resin casting techniques to manufacture reliable face-lit signs down to a stroke width of 8mm, with zero interior shadows.
Transitioning toward recyclable acrylic variants and bio-based plastics, minimizing the environmental footprint of temporary retail rollouts.
Testing built-in status transmitters that notify facilities teams of power supply changes, enabling preventive maintenance before a sign goes dark.
Expert answers addressing the design, regulatory compliance, engineering parameters, and global delivery of custom LED signage.
Explore our architectural neon-alternatives, polished stainless steel signs, and custom exterior lightboxes built to elevate your brand presence.