In modern commercial architecture and high-risk industrial facilities, emergency exit light boxes serve as the final fail-safe barrier protecting human life. Regulatory bodies globally have moved past treating emergency signage as passive placards. Today, they are complex components of building automation systems, designated as Life Safety equipment. As a leading specialized manufacturer, we recognize that emergency escape pathways require continuous, reliable visual communication under fire, smoke, and blackouts.
Globally, the market is defined by strict regulatory standards that govern luminance metrics, backup duration, fire-retardant properties, and environmental resilience. Across North America (governed by UL 924), Europe (compliance with EN 1838 and EN 60598-2-22), Australia (AS 2293), and Asian regions (such as GB 17945 in China), exit signs are subject to stringent testing regimes. Facility managers and engineering consulting firms can no longer rely on off-the-shelf imports that lack local certification. They must procure from trusted partners capable of customizing exit hardware to meet specific compliance frameworks while maintaining aesthetic cohesion.
Requires exit illumination systems to maintain consistent brightness for at least 90 minutes following a power failure, ensuring occupants have clear visibility during critical evacuation times.
Dictates European guidelines for luminous distribution and green-running-man pictograms, detailing exact lux levels on floor pathways and escape exits.
Specifies strict guidelines for Australia & New Zealand design, covering continuous testing, battery discharge profiles, and thermal performance in hot industrial conditions.
The emergency lighting sector is undergoing a massive shift driven by smart building technologies and advanced materials science. Key innovations shaping the production of customized emergency exit light boxes include:
Modern light boxes no longer operate as isolated components. Through protocols like DALI (Digital Addressable Lighting Interface) or wireless IoT meshes, each light box communicates real-time battery status, LED lifespan, and fault reports directly to the building's Central Control Management (CCM). This reduces manual testing costs by up to 90% and ensures total compliance with maintenance standards.
Legacy systems relied heavily on Lead-Acid or Ni-Cd batteries. Our custom product lines have completed the shift to Lithium Iron Phosphate (LiFePO4) battery chemistries. This transition offers our clients a service life of over 8-10 years, superior thermal stability in high-ambient-temperature settings, and eco-friendly manufacturing footprints that meet RoHS standards.
Through custom light-guide plates (LGP) and localized optical film technologies, our sign enclosures optimize luminous flux to penetrate heavy smoke. Custom laser-engraved acrylic sheets distribute green or red light evenly, eliminating hotspots and shadows to provide clear guidance during emergency evacuations.
The future of emergency egress relies on adaptive evacuation paths. By integrating emergency exit signs with fire detection alarms, our smart custom light boxes can display dynamic direction shifts (e.g., changing from a down-arrow to a red cross symbol if a fire is detected near a specific exit door), steering occupants away from hazards.
We are a professional factory covering an area of more than 3,000 square meters with more than 25 years of production experience in the advertising sign and visual safety industry. We specialize in customizing a variety of illuminated business signs, light boxes, and Acrylic Faux Neon Signs. With comprehensive manufacturing capabilities, we can customize any unique business advertising and life-safety sign.
Main Products: Our main products include LED Backlit Letter Signs, LED Frontlit Letter Signs, LED front and back luminous letter signs, Non-illuminated Metal Letter Signs, Light Boxes, Acrylic Faux Neon Signs, and other creative business and safety signs.

Our commitment to quality, electrical safety, and global market access is reflected in our numerous certificates, including UL, CE, RCM, SAA, and RoHS. These certifications guarantee that our custom emergency exit light boxes meet the electrical safety and performance standards required by inspectors worldwide.

Our factory is equipped with top-tier CNC machining, automated laser cutting, acrylic sheet processing, and modern cleanroom assembly lines to handle every custom project. You can rely on our skilled engineering team to take your concepts from preliminary schematics to final physical installation.
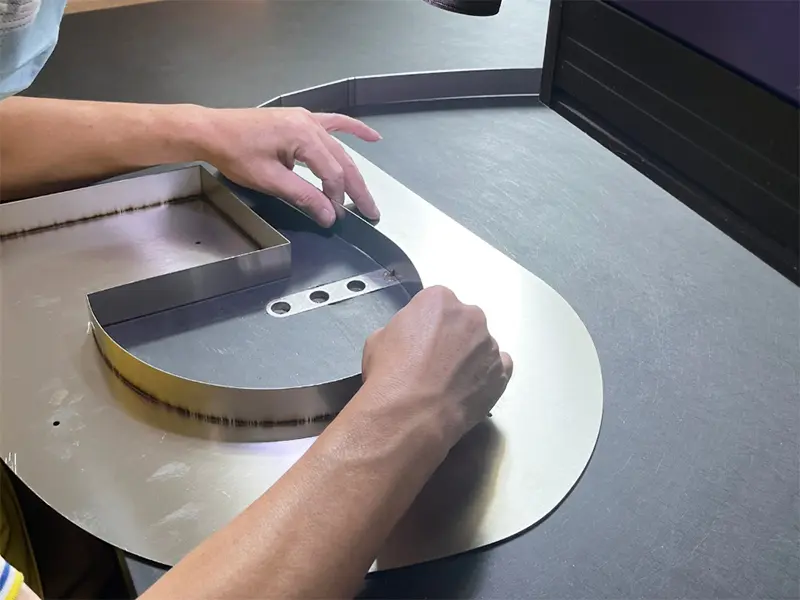
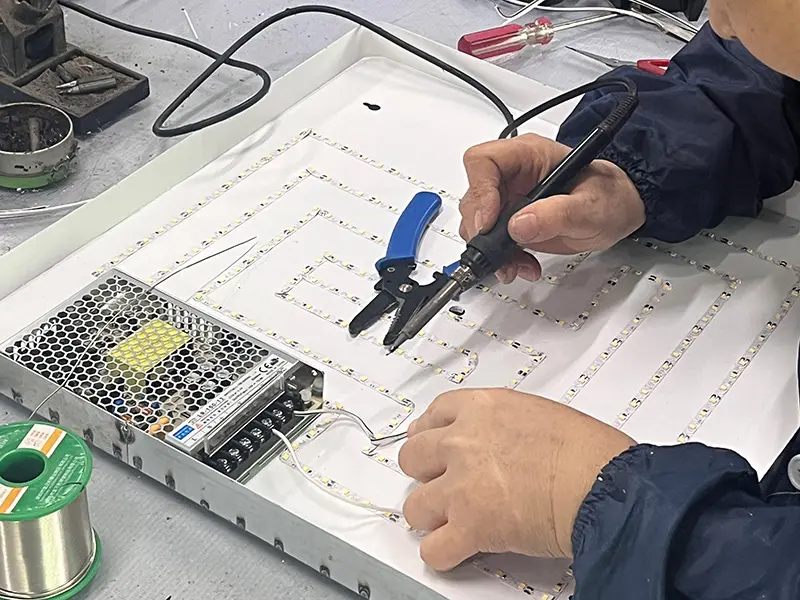







We have advanced production equipment, professional production lines, and an excellent QC team to manage manufacturing standards in-house.
We provide long-term product warranties, swift technical support, and ongoing service assurance for all our customers globally.
Our experienced in-house design and engineering teams provide complete solutions, from customized schematics to local certification approvals.
We support fully custom dimensions, architectural finishes, local layouts, and specific functional requests to meet project specifications.
Emergency light boxes require tailored engineering to suit their specific installation environments. Selecting a generic system for specialized conditions can lead to equipment failure when it is needed most. We customize emergency signage solutions for a wide range of challenging settings:
| Application Scenario | Critical Challenges | Engineering Customizations & Material Solutions |
|---|---|---|
| Heavy Chemical & Petrochemical Plants | Combustible gases, corrosive atmospheres, extreme vibration. | Explosion-proof cast aluminum enclosures, ATEX Zone 1/2 compliance, epoxy coatings, and tempered safety glass lenses. |
| Maritime & Coastal Infrastructure | Salt spray corrosion, high humidity, water ingress. | Stainless steel (Grade 316) construction, double IP67 sealing gaskets, silicone isolation barriers, and anti-condensation ventilation valves. |
| Aesthetic Commercial Offices & Galleries | Design consistency, minimalist styles, integration with architecture. | Ultra-thin edge-lit acrylic designs, recessed ceiling mounts, dynamic RAL powder coatings, and hidden cable systems. |
| Industrial Warehouses & Logistics Hubs | Physical impacts from forklifts, dust, high ceiling visibility. | Thick structural steel cages, dual-sided panels, long-range viewing optics (up to 40 meters), and high-output LED boards. |
| Medical Cleanrooms & Laboratories | Contamination risks, aggressive cleaning chemicals. | Flush wall-mount frames, anti-microbial coatings, smooth gaps to prevent dust gathering, and IP65 dust-tight enclosures. |
Our engineering team has built a technology roadmap focused on three key areas: environmental safety, hardware intelligence, and energy efficiency. These priorities guide our manufacturing development to provide reliable, high-performing emergency illumination systems.
Integrating direct LoRaWAN and Narrowband IoT (NB-IoT) modems into the light box chassis. This setup enables building management teams to oversee multiple locations from a single cloud interface, removing the need for local master controllers.
Developing off-grid, low-profile solar backup systems for outdoor, transport, and perimeter exits. These units operate independently of the grid, charging continuously to stay active during extended regional power disruptions.
Adopting circular manufacturing principles by using recycled aluminum, lead-free solder, bio-based diffusers, and modular designs that allow for easy battery and LED replacement to keep products out of landfills.
As a manufacturing partner, we provide comprehensive product design and engineering support for large-scale developments. We help mechanical, electrical, and plumbing (MEP) engineering firms design reliable egress lighting layouts that simplify local safety approvals.
We manufacture light boxes featuring specialized international pictograms, custom warning text (such as "FIRE EXIT", "SALIDA DE EMERGENCIA", "SORTIE DE SECOURS"), and dual-legend layouts. This helps multi-national firms maintain uniform design guidelines across their global facilities.
For large facilities, installing individual batteries in hundreds of exit signs can complicate maintenance. We manufacture high-voltage AC/DC centralized system components that run directly off central UPS battery banks, simplifying routing, test protocols, and component replacement.
We offer powder coatings, anodizing options, and stainless steel finishes to match your building's architectural features. Our safety signs provide reliable performance while blending seamlessly with your design, avoiding the look of cheap, mismatched plastic boxes.
We supply specialized mounting accessories for suspended, ceiling-recessed, wall-mounted, projecting, or floor-recessed configurations, helping your team overcome installation challenges on-site.
To assist safety directors, electrical contractors, and purchasing agents, we address the most common questions regarding the customization and procurement of emergency exit light boxes: