Explore our top-selling custom architectural visual systems, built to precise dimensional standards.
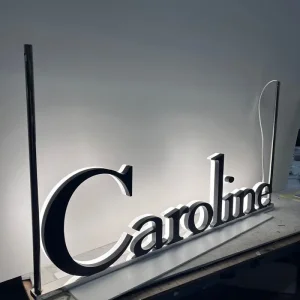
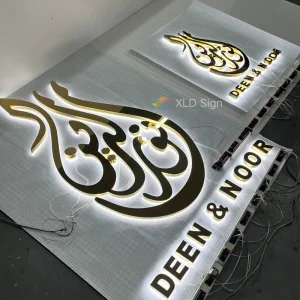






In today's physical-digital hybrid spaces, physical advertising is no longer static—it has transformed into a high-utility architectural component. Custom floor standing light boxes act as core brand-anchors, utilizing strategic illumination to command visual prominence.
Whether deployed in airport lobbies, flagship high-street retail stores, financial institutions, or multi-use convention complexes, these systems present dynamic messages with unmatched clarity. Choosing a global manufacturing partner requires careful evaluation of safety compliance, raw material specifications, electrical longevity, and supply chain capacity.
We operate a specialized B2B industrial sign-making facility covering an area of more than 3,000 square meters. With over 25 years of design and production experience in the commercial advertising sign industry, we specialize in high-end floor standing light boxes, illuminated business signs, and premium faux acrylic neons. We offer complete custom services, transforming custom concepts into physical structures engineered to perform.

Our vertically integrated supply chain ensures strict quality control, fast turnaround times, and competitive pricing.
With a 3,000+ sqm manufacturing facility, we cut middleman costs, giving clients access to direct manufacturer-direct prices and fast prototyping.
Our dedication spans the entire project lifecycle, from initial CAD verification to comprehensive structural checks and after-sales warranty support.
We handle structural engineering, optical configuration, graphics processing, and international logistic routing under a single workflow.
Customized sizing, dynamic lighting profiles, structural wind resistance models, and localized voltage/current compliance support.
Our factory is fully certified for international safety and reliability standards, guaranteeing hazard-free deployment.
Proven excellence in engineering architectural signage
State-of-the-art production floors and equipment
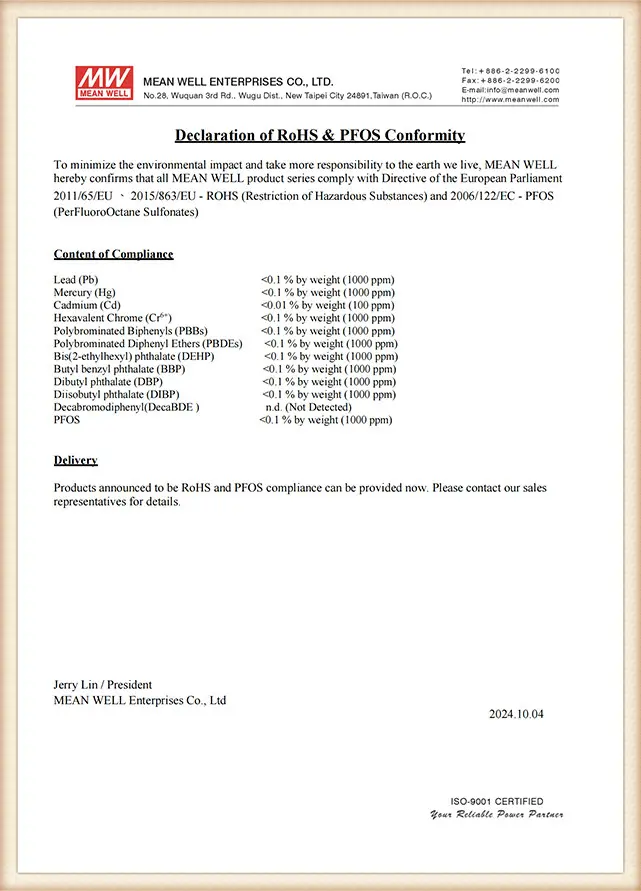
UL, CE, SAA, RCM, RoHS Compliant
Our commitment to safety and compliance is validated by international regulatory bodies, meeting standards for the USA, EU, Australia, and other global regions.
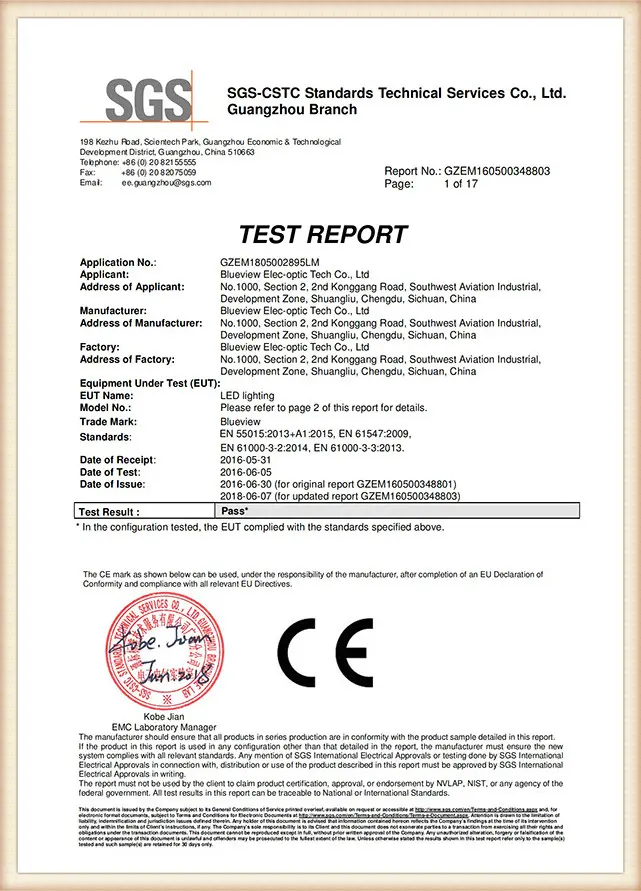

Deploying illuminated floor displays in public areas requires adhering to specific local codes. Every country has distinct standards for fire protection, electromagnetic interference, and electrical safety.
We focus on manufacturing custom floor standing light boxes that meet these local requirements. For example, our electrical components and LED assemblies carry official UL certifications (UL48, UL8750) for North America, CE and RoHS compliance for Europe, and SAA/RCM certifications for Australia.
This compliance ensures that all materials are flame-retardant, electrical loads are secure, and display modules run efficiently. It also protects clients from regulatory delays during facility inspections.
Our production base in China allows us to combine cost efficiency with advanced manufacturing technologies. With immediate access to prime raw materials—like high-grade structural aluminum profiles, premium cast PMMA acrylics, and energy-efficient LED semiconductors—we can respond quickly to changing project specs.
We use automated laser cutting, precise bending, CNC profile routing, and advanced screen-printing equipment. These tools enable us to manufacture durable, complex structures that would be cost-prohibitive in Western markets.
Additionally, our partnerships with international freight forwarders allow us to manage global logistics efficiently. We offer sea, air, and express delivery options, complete with full export clearance processing.
Detailed engineering parameters for custom B2B floor standing display setups.
| Parameters | Specifications | Material Options / Features |
|---|---|---|
| Frame Construction | Extruded Aluminum Alloys (6063-T5) / Galvanized Sheet Steel / Stainless Steel | Powder-coated, anodized, brushed metal finish, or custom Pantone matched colors. |
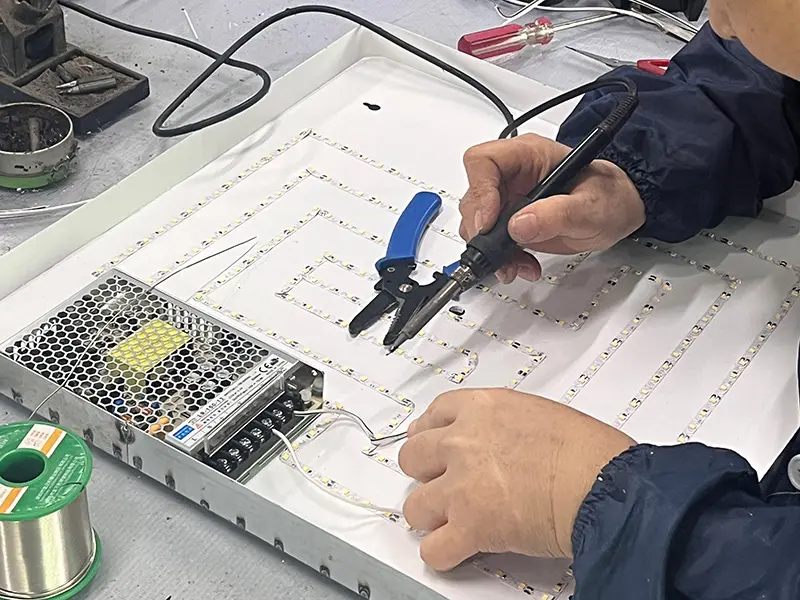
| Light Source | High-efficiency SMD LED Modules (LM-80 tested) | Edge-lit or back-lit array configuration, delivering 100-120lm/W. |
| Luminance Output | 1,500 Lux to 6,500 Lux depending on ambient requirements | Uniform light guide plate (LGP) to eliminate hotspots or shadowing. |
| Power Supply | Mean Well or custom UL/CE Class 2 constant voltage drivers | Output DC 12V / 24V. Built-in over-current, over-voltage, short circuit protections. |
| Diffuser Materials | Optical grade PMMA Acrylic (UV stabilized) or Fabric Tension Systems | High light transmittance (up to 92%), non-yellowing over 5+ years of operation. |
| Environmental Ratings | IP40 (Indoor dry locations) / IP65 & IP67 (Outdoor weather protected) | Silicon gaskets, anti-condensation vents, and water-drainage outlets. |
Different industries require customized configurations to optimize visual communication and match local safety regulations.
Retail store visual designers use thin profile fabric light boxes to display high-resolution graphics. Frequent graphics updates are easy with quick silicone edge graphic (SEG) changes, which keeps brand campaigns current without replacing the frames.
Airports, train terminals, and subway stations require robust, dual-sided floor standing displays. These heavy-duty light boxes are built with safety glass, secure lock systems, and impact-resistant frames to handle heavy daily passenger traffic.
Trade show and event spaces use lightweight modular aluminum frames. These displays are easy to assemble, pack flat for simple shipping, and can be configured with battery packs for locations without immediate power outlets.
The signage industry is moving toward smarter, more sustainable designs. Key trends include integrating dynamic LED arrays that can adjust light patterns or intensities depending on the graphic.
Energy efficiency is also a major focus. Newer systems use solar power panels for outdoor displays and feature automatic brightness sensors to lower power consumption during off-peak hours.
IoT integrations are also becoming common. They allow facilities to monitor the operational status of light boxes, manage light outputs, and receive maintenance alerts from a central control platform.

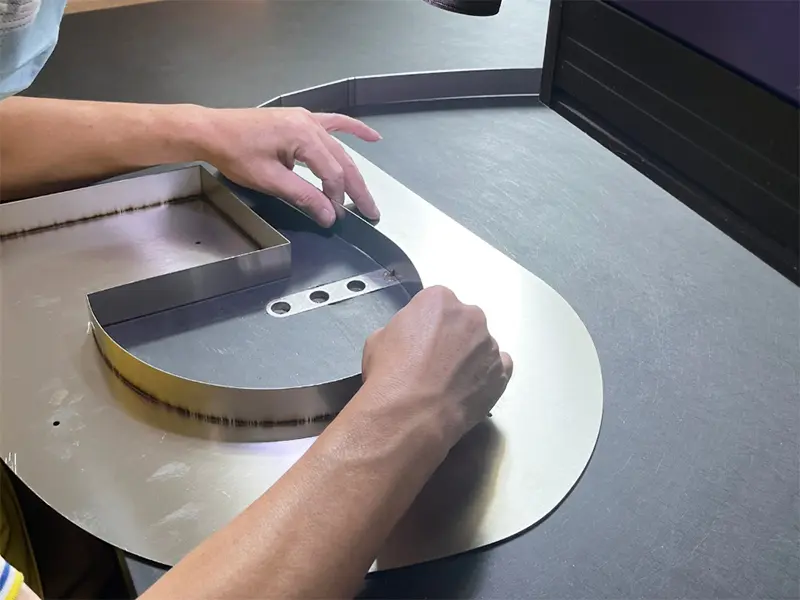
Our machinery and skilled assembly lines turn complex visual designs into finished, quality-checked display units.






Common technical questions about custom structural display projects.
We use customized optical Grade PMMA light guide plates (LGP) featuring laser-etched dot matrices. This design helps distribute light evenly across the acrylic surface. We source high-CRI (Color Rendering Index >85) LED modules from trusted manufacturers, ensuring clean light output without yellowing or dark spots.
We furnish complete certification files for our power supplies and LED units. We provide UL certificates for North America, CE certification for Europe, and SAA/RCM marks for Australia. All wiring and electrical enclosures are built to comply with low-voltage directives, ensuring they pass local municipal inspections.
Yes, our outdoor floor standing light boxes feature thick galvanized steel frames or heavy-duty aluminum alloys. We calculate structural wind loads and supply weighted steel baseplates or concrete-anchor bolt holes to ensure stability in high-traffic public areas.
Our LEDs are designed for a service lifespan of over 50,000 continuous hours (equivalent to more than 5 years of 24/7 operation). We use high-quality power drivers from brands like Mean Well, which feature auto-reset heat and surge protection to prevent early failure.
We support silicone edge fabric graphics (SEG), snap-open frames, magnetic acrylic faces, and lockable front panels. SEG systems allow in-store staff to replace fabric panels quickly without specialized tools, keeping marketing content up to date.
We offer a wide selection of custom products, manufactured to the same rigorous compliance and quality standards.







