Explore our state-of-the-art visual display catalog built to international durability and electrical safety standards.
Redefining Physical Brand Visibility Through Decades of Manufacturing Mastery and Technology Integration.
In the contemporary digital landscape, physical retail touchpoints and brick-and-mortar storefronts face an unprecedented challenge: capturing the attention of consumers who are constantly stimulated by digital screens. As a leading custom lighted commercial signs manufacturer, we bridge the gap between physical retail space and psychological brand engagement. Our professional manufacturing facility spans over 3,000 square meters, operating as an industrial powerhouse equipped with next-generation CNC machinery, high-precision fiber laser cutters, automated metal bending systems, and class-10,000 dust-free cleanrooms for premium acrylic processing.
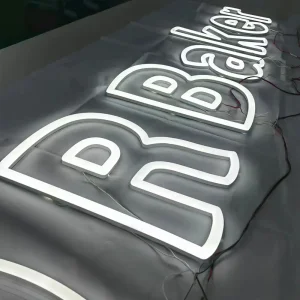
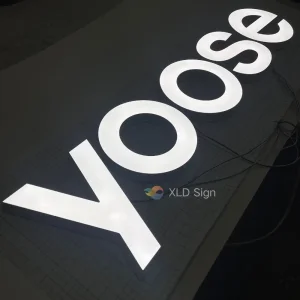
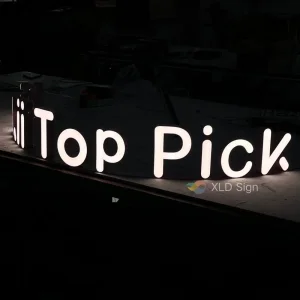
With more than 25 years of production experience in the advertising sign industry, we have transitioned from a regional fabricator into a prominent global partner. We offer turnkey services ranging from initial design verification and photometrical studies to structural engineering, certification validation, and international shipping logistics. Our primary products include LED Backlit Letter Signs, LED Frontlit Letter Signs, Dual-Luminous (Front & Back) Illuminated Signs, Non-illuminated Architectural Metal Letterings, Bespoke Commercial Light Boxes, and Eco-Friendly Acrylic Faux Neon Signs.

From a semantic search and brand navigation perspective, illuminated signage is not merely a structural decoration; it is a foundational component of physical local SEO. Google's Search Quality Rater Guidelines consistently highlight user intent and real-world geographical reliability. A professionally manufactured, high-visibility storefront sign acts as a physical anchor for your local schema graph. By ensuring absolute consistency in physical typography, color, and luminescent projection, global businesses can align their real-world assets with their digital schema profiles, optimizing localized search visibility and customer trust.
Why leading global brands choose us as their strategic visual communication and sign fabrication partner.
Eliminate middleman markups. Benefit from direct-to-factory pricing, advanced manufacturing machinery, and an experienced in-house quality control team.
We perform systematic photo-metric calibration, strict material verification, and continuous testing to guarantee flawless visual performance.
From conceptual drafting and architectural design validation to regulatory compliance testing and international door-to-door delivery.
Fully customizable structural depth, LED color temperatures, lighting animations, and structural integrations customized to corporate identities.
Why direct sourcing from our facility offers unmatched structural efficiency, innovation speed, and economy of scale.
The manufacturing ecosystem for commercial signage requires a complex integration of raw metal metallurgical work, specialized electronics engineering, and advanced polymer chemistry. China's industrial infrastructure offers an unparalleled advantage in this sector. Our plant, located in the heart of China’s major electronic and manufacturing cluster, leverages raw material proximity to secure premium components at rapid turnaround speeds. From specialized Epistar and Samsung LED modules that provide maximum lumens-per-watt efficiency to high-grade, UV-stabilized virgin PMMA (acrylic) sheets and aviation-grade aluminum alloys, we source certified materials that resist yellowing, cracking, and water ingress.
Moreover, our local supply chain efficiency means that design iterations that would typically take weeks in western markets are finalized and brought to production status within 48 to 72 hours. This structural velocity is critical for commercial rollout schedules. Whether a brand is launching a flagship store in London, a franchise network across North America, or commercial shopping centers across Australia, our integrated supply chain eliminates downstream supply risks, delivering high-volume production without sacrificing component quality.
Ensuring your lighted signs conform to localized safety codes, wind loads, and electrical standards.
A primary risk for global procurement managers is the procurement of signage that fails to meet municipal zoning codes or local electrical inspection criteria. Non-compliant signage can lead to severe fines, forced removals, and liability issues in the event of an electrical failure or structural collapse. Our engineering process strictly prioritizes safety. We construct every illuminated unit with certified electrical pathways and components, offering international standard credentials to back our craftsmanship.
Our commitment to safety is validated by our comprehensive certifications, including UL (Underwriters Laboratories) certification for the North American market, CE marking for the European Economic Area, RCM & SAA certification for Australia and New Zealand, and RoHS compliance for environmental conservation. These certifications confirm that every power supply, LED light source, wire harness, and acrylic compound is designed to operate safely under extreme load factors, preventing electrical fires and reducing energy usage.

How technological advancements in LEDs and sustainable manufacturing are shaping the future of retail architecture.
The global illuminated sign market is undergoing a major technological shift towards sustainability, smart automation, and material optimization. One of the most important developments is the rise of smart LED control systems. Modern commercial signs can now be integrated with Ambient Light Sensors (ALS) and IoT-driven controllers, allowing them to adjust their luminance based on weather conditions and local time of day. This prevents nighttime glare while maximizing visibility during peak sunlight hours, all while reducing total energy consumption.
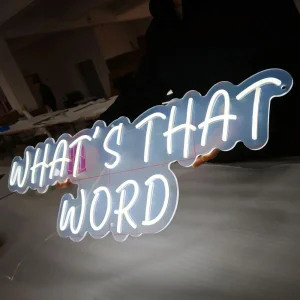
Additionally, the transition from traditional glass neon to Acrylic Faux Neon Signs has revolutionized safety and design flexibility. Faux neon utilizing specialized LED light strips embedded within precision-carved PMMA channels replicates the aesthetic of traditional neon without the fragile glass, high energy draw, or hazardous mercury gas. This allows designers to deploy intricate, script-style illuminated brand logos indoors and outdoors, meeting both brand-identity goals and modern environmental standards.
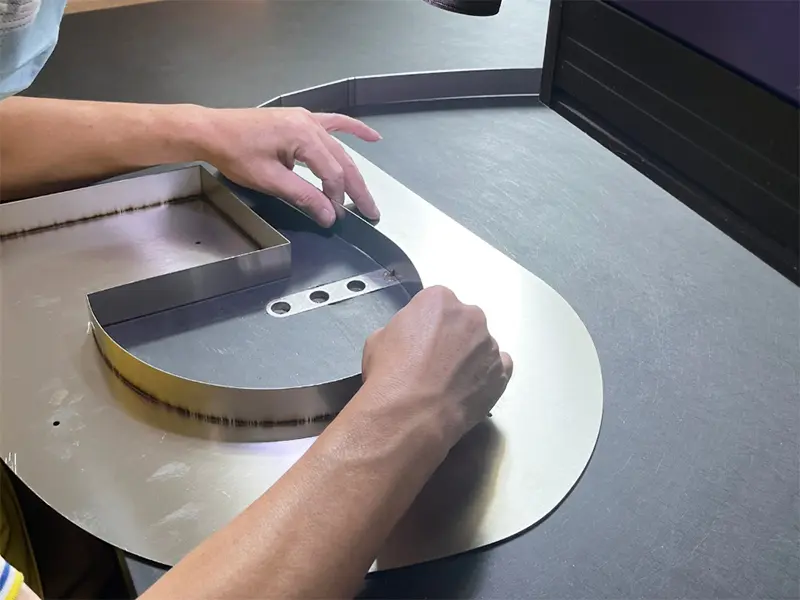
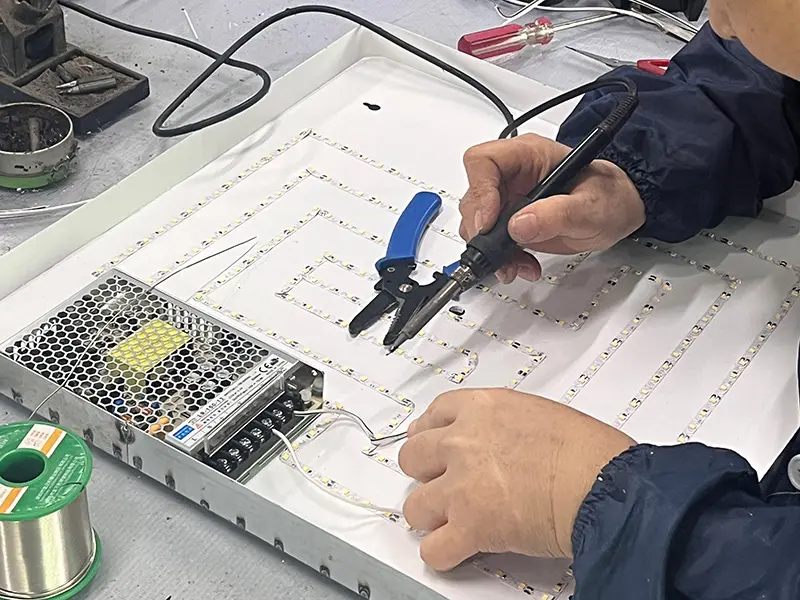
A visual tour of our machinery, assembly lines, and high-quality testing areas.







Get answers to the most common technical questions regarding customization, electrical engineering, and shipping.
Select from our wide selection of customized illuminated signs, lightboxes, and faux-neon branding solutions.