Industry-leading custom light boxes and signage for premium retail environments.
Integrating E-E-A-T principles into modern visual merchandising.
In the competitive landscape of modern retail, the role of a Custom Retail Store Light Box Supplier has transitioned from a mere commodity provider to a critical strategic partner. As global brands seek to bridge the gap between digital and physical storefronts, the demand for high-fidelity, energy-efficient, and brand-accurate illumination has reached an all-time high. This whitepaper explores the intricate dynamics of the retail lighting industry, focusing on technical innovation, supply chain resilience, and the "Information Gain" required for procurement directors to make informed decisions.
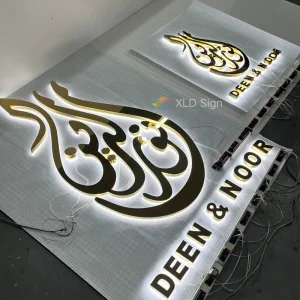
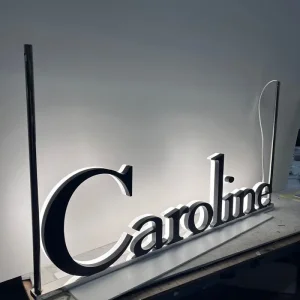
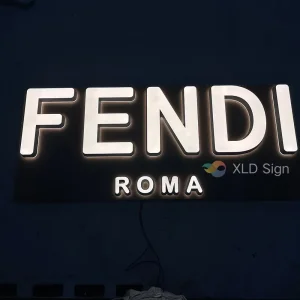
Effective retail signage is no longer just about visibility; it’s about semantic resonance—how the quality of light aligns with the brand’s perceived value. High-quality light boxes utilize advanced diffusion materials to eliminate "hot spots," ensuring a uniform glow that reflects the premium nature of the products they showcase.
Global expansion requires adherence to local electrical and safety standards. Professional suppliers must provide certifications including UL (North America), CE (Europe), RCM (Australia), and RoHS. Beyond safety, localization involves understanding regional aesthetics and installation requirements—such as seismic-safe mounting in Japan or high-heat resistance in the Middle East.
Leveraging the Chinese supply chain provides more than just cost savings. It offers industrial clustering. In regions like Guangdong, a single factory has immediate access to high-grade acrylic, specialized LED diodes, and precision CNC machining, allowing for rapid prototyping and massive scalability that Western facilities often struggle to match.
Enterprises today require a "One-Stop" solution. This includes design consulting, structural engineering, logistical coordination, and after-sales support. A reliable supplier acts as a bridge, managing the complexities of DDP (Delivered Duty Paid) shipping and ensuring that the brand identity remains consistent across 1,000+ global locations.
We are a professional factory covering an area of more than 3,000 square meters with more than 25 years of production experience in the advertising sign industry. We specialize in customizing a variety of illuminated business signs, light boxes, and Acrylic Faux Neon Signs. With comprehensive manufacturing capabilities, we can customize any unique business advertising sign.
Our expertise is rooted in the convergence of traditional craftsmanship and AI-driven precision manufacturing. By utilizing CNC laser cutting and automated bending technologies, we ensure that every custom light box meets the exact tolerances required by luxury retail brands.

Safety and reliability are the cornerstones of our manufacturing philosophy.

Our commitment to quality and safety is reflected in our numerous certificates, including UL, CE, RCM, SAA, and RoHS.
Staying ahead of the curve with technological innovation.
Modern procurement focuses on the carbon footprint of signage. We are pioneering the use of recycled acrylic (r-PMMA) and ultra-low consumption LED modules that reduce energy costs by up to 40% compared to traditional lighting.
Light boxes are no longer static. Integration with IoT allows store managers to adjust color temperature (CCT) and brightness via mobile apps, matching the store's ambiance with the time of day or specific seasonal campaigns.
In fashion and cosmetics retail, the accuracy of color is paramount. Our light boxes utilize LEDs with a CRI > 90, ensuring that product colors under the light box match their true appearance in natural light.
Where craftsmanship meets industrial automation.
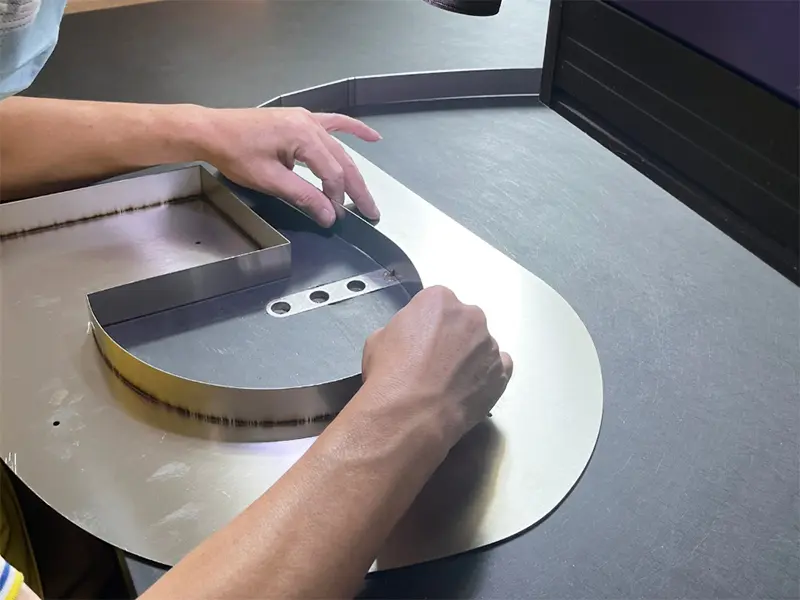




Equipped with the best manufacturing equipment, our team brings your coolest sign from concept to reality.
Why global brands choose us as their preferred light box supplier.
Eliminate middleman markups. Our direct-from-source model ensures the highest quality-to-cost ratio in the industry.
From initial design sketches and 3D modeling to global logistics and installation guides, we handle the entire lifecycle.
We support full customization. Whether it’s a unique material finish or a proprietary lighting effect, our R&D team can deliver.
Our QC team conducts 48-hour burn-in tests on all LED products to ensure zero-defect delivery at the job site.
Tailoring illumination to specific retail environments.
Emphasis on mirror-polished stainless steel and "halo" lighting effects. The light must be soft, indirect, and sophisticated, avoiding any harsh glare that might detract from luxury goods.
Focus on high-brightness, cool-white lighting (6000K-6500K) to emphasize the tech-forward nature of the products. Large-format fabric light boxes are often used for wall-to-wall branding.
Signage must meet strict fire-retardant (FR) standards and be designed for 24/7 continuous operation. Easy-access panels are vital for rapid maintenance without disrupting passenger flow.
A: We use high-grade LED chips from brands like Osram or Samsung, which offer a rated lifespan of 50,000 hours. In a typical retail environment (12 hours/day), this translates to over 10 years of operation.
A: We offer various Incoterms including EXW, FOB, and DDP. For global brands, our DDP (Delivered Duty Paid) service is popular as it includes all customs clearance and local taxes, providing a hassle-free delivery to your storefront.
A: Yes. We use professional spray-painting booths and digital UV printing to match Pantone or RAL colors with 98% accuracy, ensuring your global brand consistency is maintained.
A: We provide a comprehensive 3-5 year warranty on all electrical components and a lifetime guarantee on structural integrity for indoor use.