Explore our custom-engineered illuminated letters, lightboxes, and directional markers designed for modern corporate headquarters.



As a leading pioneer in commercial architectural branding elements, we operate a specialized manufacturing plant extending over 3,000 square meters. Guided by over 25 years of hands-on production experience in the high-end advertising sign industry, we specialize in fabricating bespoke office backlit letter signs, lightboxes, and architectural signage systems.
We believe that a high-quality office sign is not merely an identifier but a vital spatial touchpoint that directly impacts a brand's authority, trust value, and workspace ergonomics. Our comprehensive in-house manufacturing lines allow us to build custom signs tailored to any intricate branding requirements, ensuring precision, compliance, and aesthetic elegance.

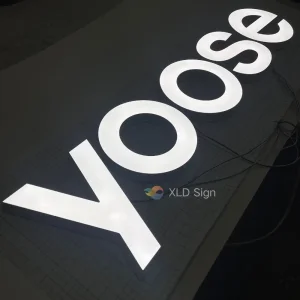
In modern corporate architectural design, the integration of premium sign systems is critical for brand equity building. As workspaces evolve from traditional cubicles into collaborative hubs, the need for environmental design features rises. Among these, backlit letter signs—often referred to as halo-lit signs—represent a popular choice for lobby reception desks, executive suites, and external corporate facades.
"A brand's physical presence is a direct projection of its internal standards. When partners, clients, and talent walk through your office doors, the quality of your spatial sign creates an immediate cognitive impression."
The global market for illuminated office signage is experiencing a paradigm shift. Designers and facility managers are moving away from noisy neon lighting and cheap, unshielded LED panels. Today's demand centers around seamless integration, premium materials (such as mirror-polished gold stainless steel, bead-blasted aluminum, and optical-grade acrylics), and advanced lighting technologies that deliver smooth, dot-free lighting distribution. With the rise of LEED and green building initiatives, businesses require signage systems that are both highly energy-efficient and durable enough to withstand continuous indoor or outdoor exposure.

Building high-quality backlit office signs requires strict adherence to international safety and environmental regulations. Our factory's commitment to excellence is reflected in our certifications, ensuring that our products meet the technical requirements for import and installation across global regions:
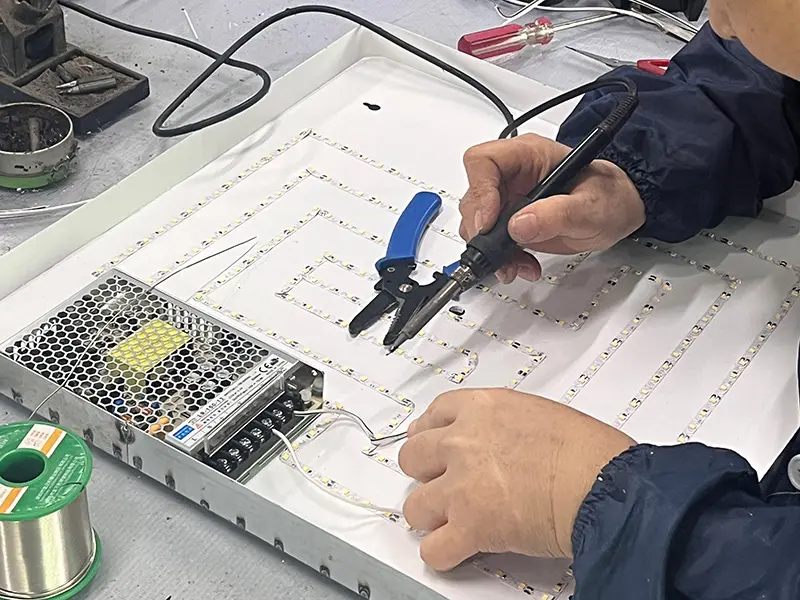
Every backlit letter we manufacture features UL-listed LED modules and transformers, protecting your commercial property from fire hazards, electrical shorts, and early lighting failure.
Purchasing corporate signage directly from a top Chinese factory offers significant advantages in lead times, custom design capability, and cost-efficiency. Our facility utilizes advanced machinery and vertical supply chain integration to deliver high-quality custom signs at competitive rates.
| Material Type | Standard Specifications | Optical Properties | Typical Commercial Application |
|---|---|---|---|
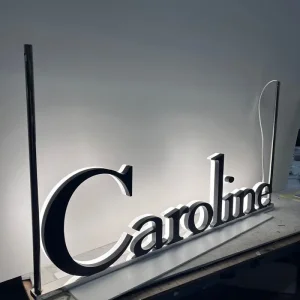
| SUS304 / SUS316 Stainless Steel | Thickness: 1.0mm - 2.0mm; Mirror, Brushed, Titanium Gold, PVD finish | Non-translucent, serves as structural return & front face mask | High-end corporate lobbies, external building logos, executive boardrooms |
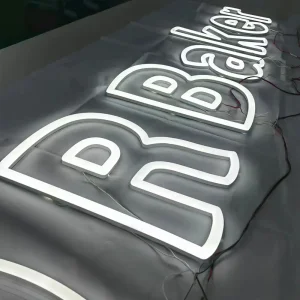
| PMMA Acrylic (Polymethyl Methacrylate) | Thickness: 10mm - 30mm; Optical-grade light-transmitting diffuser | Light transmittance up to 92%; provides smooth, dot-free halo lighting | High-precision internal brand marks, multi-color illuminated signage |
| High-Performance LEDs | 12V / 24V DC low voltage; SMD2835 / SMD5050; CRI > 85 Ra | CCT options: 2700K - 6500K, RGB, RGBW, programmable dynamic colors | Continuous illuminated displays, smart-building controlled lobby signs |
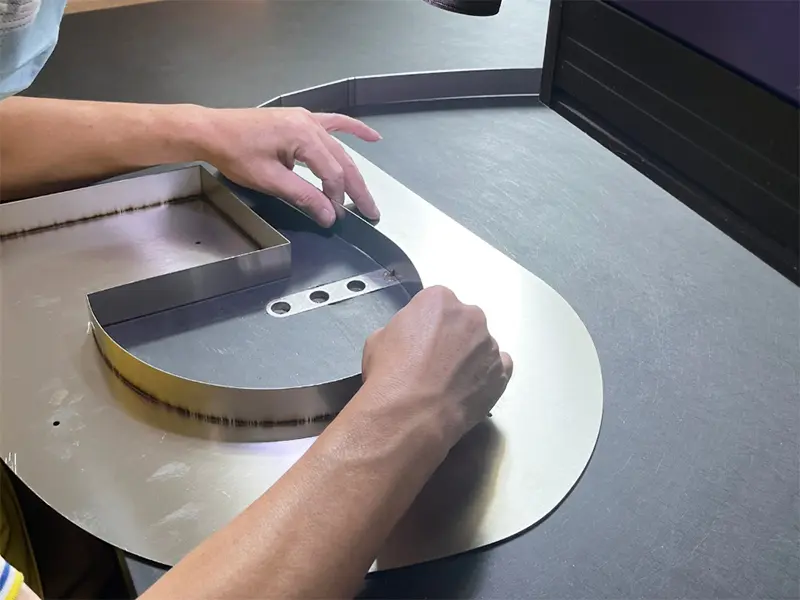
Our manufacturing capability relies on computer-aided automation. We use high-precision fiber laser cutting machines to process raw stainless steel sheets down to tolerances of less than 0.05mm. The returns (sides of the letters) are shaped using automatic bending machines, which are then laser-welded by skilled craftsmen to guarantee seamless joints. This ensures your logo has sharp, clean edges, preventing light leaks along the seams.




From initial CAD blueprint modeling to door-to-door delivery, we offer a comprehensive service suite that removes procurement risk.
By eliminating middleman fees, we pass direct material cost savings on to our clients. We offer advanced machinery, dedicated production lines, and an independent QC team to ensure top-quality results.
We provide comprehensive design support, installation guidelines, and responsive after-sales assistance to ensure smooth communication at every phase of your project.
We handle the entire production process under one roof—from layout design, engineering, and manufacturing, to packaging and customs clearance.
We can match any Pantone or RAL color, replicate brand typography, and accommodate custom structural profiles, providing tailored solutions for architectural designers.
Architectural signs must be designed with their specific environments in mind. A reception sign in a high-rise office building requires a different configuration than an external logo exposed to harsh weather conditions:
For indoor setups, visual clarity and clean detail are key. Because viewers see these signs from close range, weld lines must be invisible, and the acrylic diffusion must create a smooth halo. We recommend a color temperature between 3000K and 4000K to provide a warm, professional, and glare-free look that complements modern interior finishes like walnut paneling, marble, or micro-cement.
Outdoor signage must be engineered to withstand environmental exposure. We use marine-grade SUS316 stainless steel to prevent rust from acid rain and coastal salt air. Our outdoor LEDs are sealed to IP65 or IP67 ratings with silicone encapsulation, ensuring reliable operation in temperatures from -40°C to 60°C. For these setups, we recommend 5000K to 6500K color temperatures to ensure high contrast and visibility in bright daylight or over long distances.
The signage industry is moving toward smart, sustainable, and thin-profile solutions. Key developments include:
Sourcing signs internationally requires careful management of quality, logistics, and compliance. We help global clients streamline this process through structured quality control and shipping protocols:
We convert client design files (.AI, .EPS, .DXF, or .DWG) into detailed fabrication blueprints. These drawings specify exact dimensions, stroke widths, returns, color codes, LED placement, and power feed exits for client sign-off before manufacturing starts.
Once assembled, every sign undergoes a continuous 72-hour burn-in test. We monitor light output consistency, check heat dissipation, and test power supplies under load. This process ensures the electrical components are fully functional before packing.
To prevent damage during transit, signs are packed in custom wooden crates lined with high-density EPE foam. We secure all components to prevent movement, ensuring the sign arrives in perfect condition.
We offer flexible shipping terms including FOB, CIF, DDU, and DDP. For urgent projects, we provide express air courier services. For large-scale developments, we offer cost-effective ocean freight options, handling customs paperwork to simplify delivery.
Technical guidance, material specifications, and installation insights for developers, designers, and project managers.
Discover additional custom-engineered signs, neon options, and backlit displays for diverse commercial spaces.